




{kind=link}
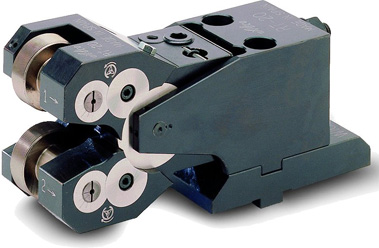
Головка резьбонакатная ВНГТ
Головка резьбонакатная ВНГТ

Предназначены для накатывания наружной цилиндрической резьбы G 1/2 - G2 на водогазопроводных трубах ГОСТ 3262-75 легких и гладкообрезных под накатку резьбы и трубах стальных электросварных прямошовных по ГОСТ 10704-76 без предварительной проточки труб с одновременным снятием заусенцев по внутреннему диаметру трубы , оставшихся полсе резки труб;
Могут работать во вращающемся и невращающемся режимах на токарных, сверлильных, револьверных, станках и автоматах.
Конструкция головок предусматривает регулирование резьбонакатных роликов на диаметр накатываемой резьбы и автоматическое раскрытие головки после накатывания резьбы;
Обеспечивают получение цилиндрической труюной резьбы класса точности В.

| Условное обозначение | Обозначение накатываемой резьбы | Шаг накатываемой резьбы | D | D1 | d | L | l | A | количество роликов, шт. |
| ВНГТ 1/2-3/4 | G ½ -G ¾ | 1,814 | 150 | 94 | 60 | 300 | 100 | 18 | 4 |
| ВНГТ 1 | G 1 | 2,309 | 150 | 94 | 60 | 300 | 100 | 18 | 6 |
| ВНГТ 1 1/2- 1 1/4 | G 1 ¼ —G 1 ½ | 2,309 | 170 | 114 | 80 | 310 | 110 | 18 | 6 |
| ВНГТ 2 | G 2 | 2,309 | 170 | 114 | 80 | 310 | 110 | 18 | 8 |
Ролики резьбонакатные НПТ
Ролики имеют кольцевую нарезку витков.
Материал роликов : сталь марок Х12М, Х6ВФ по ГОСТ 5950-73
Твердость роликов 58 ... 61 HRCэ

|
Обозначение накатываемой резьбы |
Шаг накатываемой резьбы, мм | D | d | H | Количество роликов в комплекте |
| G ½ | 1,81 | 40,0 | 22 | 16 | 4 |
| G ¾ | 1,81 | 36,0 | 22 | 16 | 4 |
| G 1 | 2,31 | 29,0 | 16 | 16 | 6 |
| G 1 ¼ | 2,31 | 37,5 | 22 | 16 | 6 |
| G 1 ½ | 2,31 | 32,0 | 22 | 16 | 6 |
| G 2 | 2,31 | 34,0 | 20 | 16 | 8 |